
Manufacturing a Loft Block:
Five Steps to a Perfect Performance

Each lift line in a counterweight rigging system requires a loft block to direct the wire rope from a batten over to the head block. Thern Stage manufactures thousands of loft blocks each year. Keep reading to learn how they do it.
Building a Loft Block in 5 Steps
Step One: Bending the Steel for the Side Plates of the Loft Block
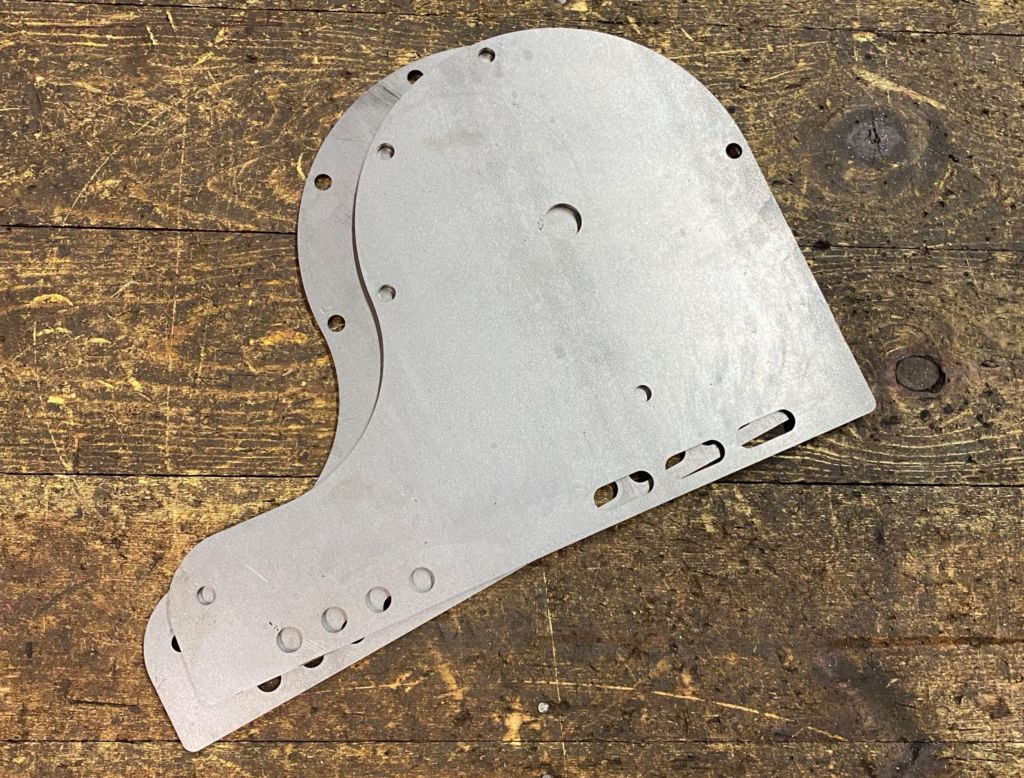
The steel for the loft block’s side plates arrives in a cut pattern as pictured above.

A press brake machine bends the straight edge of the steel side plates to create an angle.
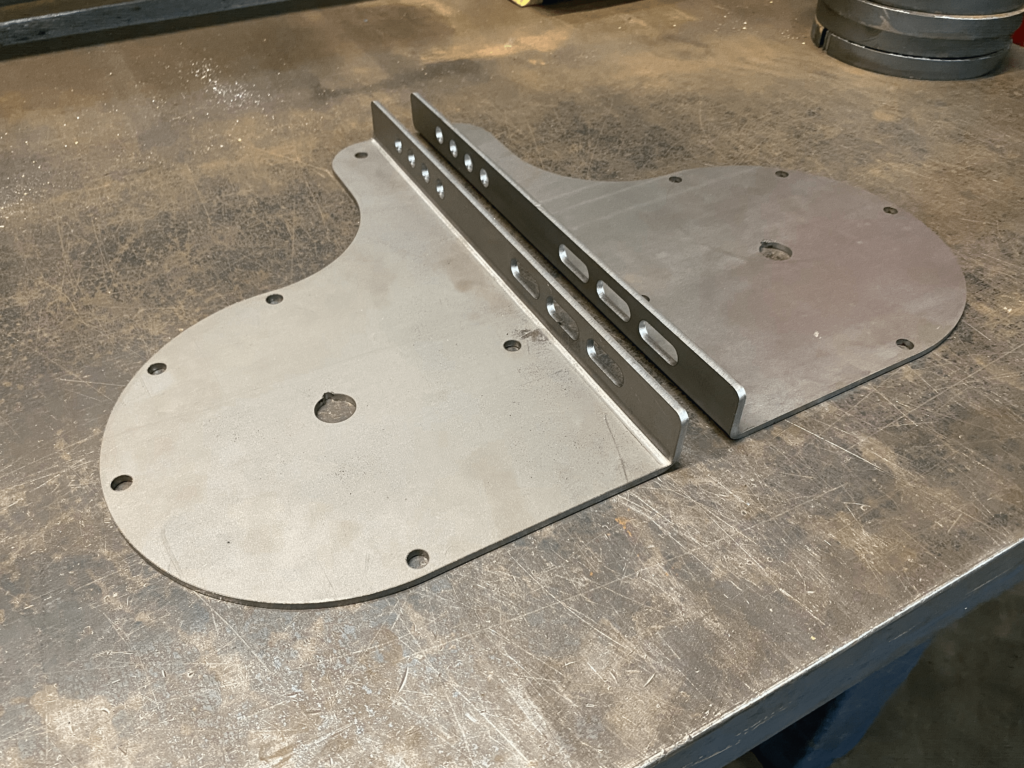
This angle forms a base, so the loft block can eventually mount to a venue’s ceiling. By bending the solid plate instead of welding a base, it eliminates stress concentrations common to welded-base designs.
Step Two: Painting the Steel Side Plates

After bending the side plates, they go to the painting department. Once there, they are painted standard theater black.
Step Three: Sawing Blanks
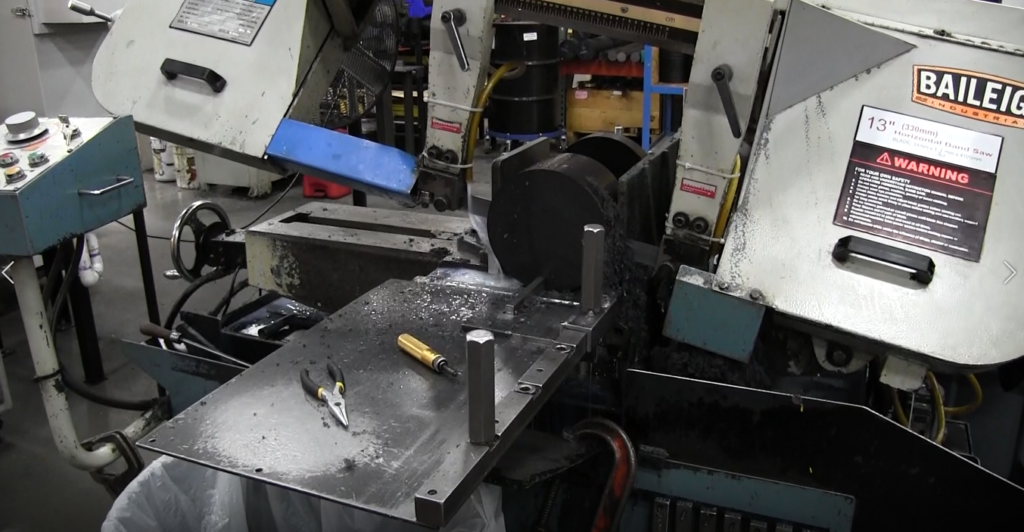
While the side plates are hanging out to dry in painting, manufacturing of the grooved sheaves that will go between the two side plates begins. First, circular blanks are cut from a long rod of Nylatron®. Thern loft block sheaves are machined from solid Nylatron to ensure the highest quality. These 6- to 8-foot (1.8 to 2.4 meter) rods of Nylatron range in size from 2 to 16 inches (50 to 406 millimeters) in diameter.
Step Four: Cutting the Sheave of the Loft Block

The Nylatron blank is then installed in the jaws of the CNC lathe for cutting. A CNC lathe is a machine that clamps the material and rotates it using a spindle as the cutting tool removes material.


The first operation of the sheave program in the CNC lathe is to cut the bore or the hole in the center of the sheave. The bore is for the precision roller bearing, which allows the sheave to spin smoothly during operation. Precision roller ball bearings ensure quiet operation over decades of use.

The second operation is cutting the grooves into the sheave. The grooves will eventually guide the nylon or wire rope necessary for the rigging system. The factory at Thern Stage currently manufactures about 5,000 sheaves per year.

Step Five: Sheave and Side Plates, Assemble!

Finally, during the last step of the process, the painted steel side plates and the grooved sheave are carefully assembled into a Thern Stage loft block.
All in all, this step-by-step process proves that Thern Stage engineers and designs their blocks with their customers in mind. Our loft blocks are customizable, made for multi-line systems, reduce drag and noise for smooth operation, and built to last. Contact a sales team member today for your theatrical rigging system by Thern Stage!


